+86-18896685998
Specialized in the manufacture of coating machinery and equipment for 15 years
English

- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search

 |









SCX-20
ShiSheng Group
mechanical zinc plating、zinc plating machine、nickel plating machine、zinc metalizing equipment、metal coating machine
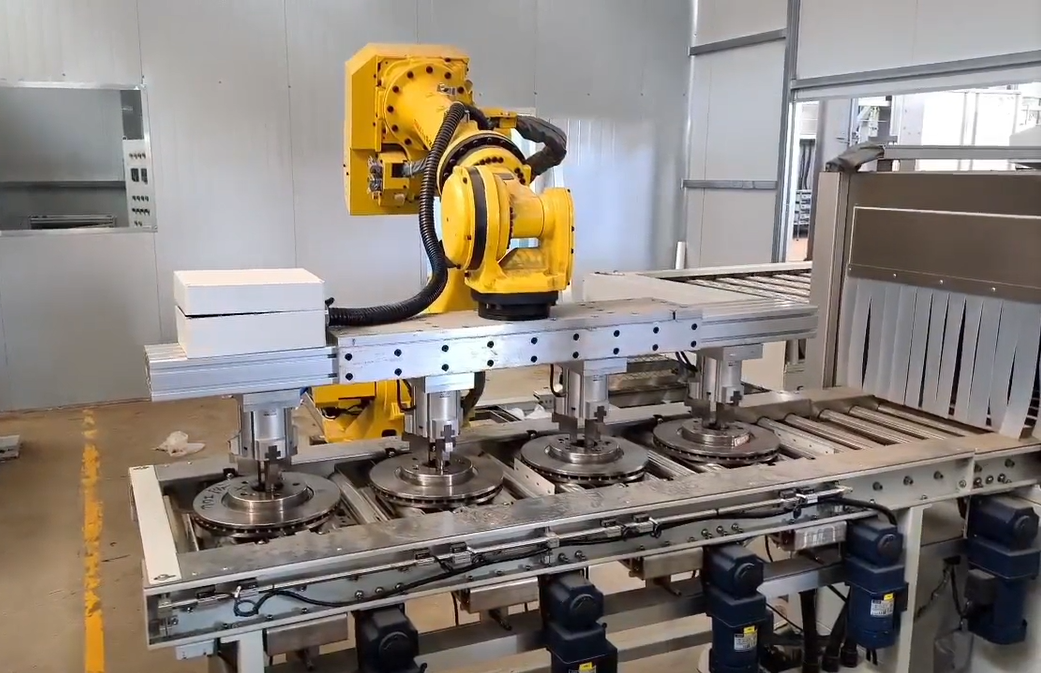
Auto brake discs, fuel pipes, exhaust pipes and other large auto parts are important component parts in auto manufacturing.It has large market scale, especially the brake disc (there are nearly 4000 varieties, various sizes and specifications), because it is the key system components to ensure the safety performance of automotive braking, so its surface corrosion treatment process is particularly important. At present, the surface treatment requirements of the brake disc on the market are different, the product scale and variety of the manufacturers are different, coupled with the coating process maturity and environmental protection, resulting in a series of problems such as inconvenient operation, low efficiency, high cost. Therefore, the market needs a mature, reliable, energy-saving, environmentally friendly and easy-to-operate surface treatment technology and equipment.
According to the technical requirements of the EU and the Americas and other regions, combined with the market, referring to foreign technology, the use of UF membrane ultrafiltration technology, passivation technology treatment and water-based silane anti-corrosion technology, adopting core expanding tooling positioning classification, temperature-controlled exchange principle to develop a new process technology of environmental protection and anti-corrosion of such products. The specific process is as follows.
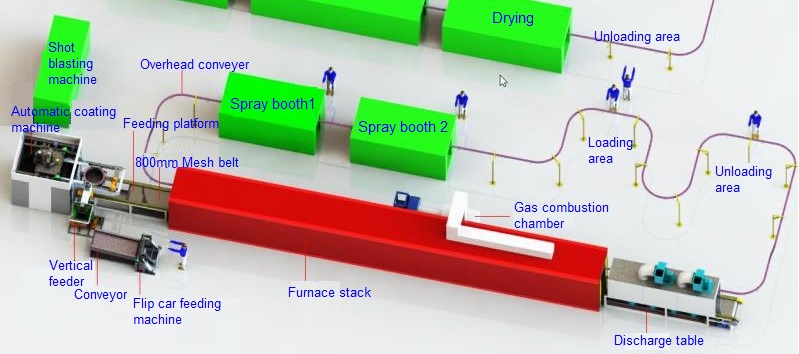
Loading- Predegreasing- Degreasing-Washing 1 - Washing 2- Passivation
Drying- Cooling- Unloading ( Full-automatic production line can be made according to actual needs, through type drying, cooling, flowing spraying operation)
Loading- Spraying ( Manual spraying, manipulator automatic spraying, rail conveying or step conveying, continuous mixing of the coating liquid, constant temperature control of the coating liquid can be selected according to requirements)- Conveying ( After spraying , the workpieces are transferred to the curing oven for baking rack by manipulator or manually according to the demand)
Pre-heating--Sintering---Cooling
Unloading--Inspect--Packing
Auto brake discs, fuel pipes, exhaust pipes and other large auto parts are important component parts in auto manufacturing.It has large market scale, especially the brake disc (there are nearly 4000 varieties, various sizes and specifications), because it is the key system components to ensure the safety performance of automotive braking, so its surface corrosion treatment process is particularly important. At present, the surface treatment requirements of the brake disc on the market are different, the product scale and variety of the manufacturers are different, coupled with the coating process maturity and environmental protection, resulting in a series of problems such as inconvenient operation, low efficiency, high cost. Therefore, the market needs a mature, reliable, energy-saving, environmentally friendly and easy-to-operate surface treatment technology and equipment.
According to the technical requirements of the EU and the Americas and other regions, combined with the market, referring to foreign technology, the use of UF membrane ultrafiltration technology, passivation technology treatment and water-based silane anti-corrosion technology, adopting core expanding tooling positioning classification, temperature-controlled exchange principle to develop a new process technology of environmental protection and anti-corrosion of such products. The specific process is as follows.
Loading- Predegreasing- Degreasing-Washing 1 - Washing 2- Passivation
Drying- Cooling- Unloading ( Full-automatic production line can be made according to actual needs, through type drying, cooling, flowing spraying operation)
Loading- Spraying ( Manual spraying, manipulator automatic spraying, rail conveying or step conveying, continuous mixing of the coating liquid, constant temperature control of the coating liquid can be selected according to requirements)- Conveying ( After spraying , the workpieces are transferred to the curing oven for baking rack by manipulator or manually according to the demand)
Pre-heating--Sintering---Cooling
Unloading--Inspect--Packing





